





材質:TA2(Gr.2)、 TA10(Gr.12) 、 TA18(Gr.9)
執行標準: GB/T 12459-2017、ASME B16.9、 ISO 15590-1
瀏覽次數:
發布日期: 2025-04-21 20:04:49
全國熱線: 13991576236
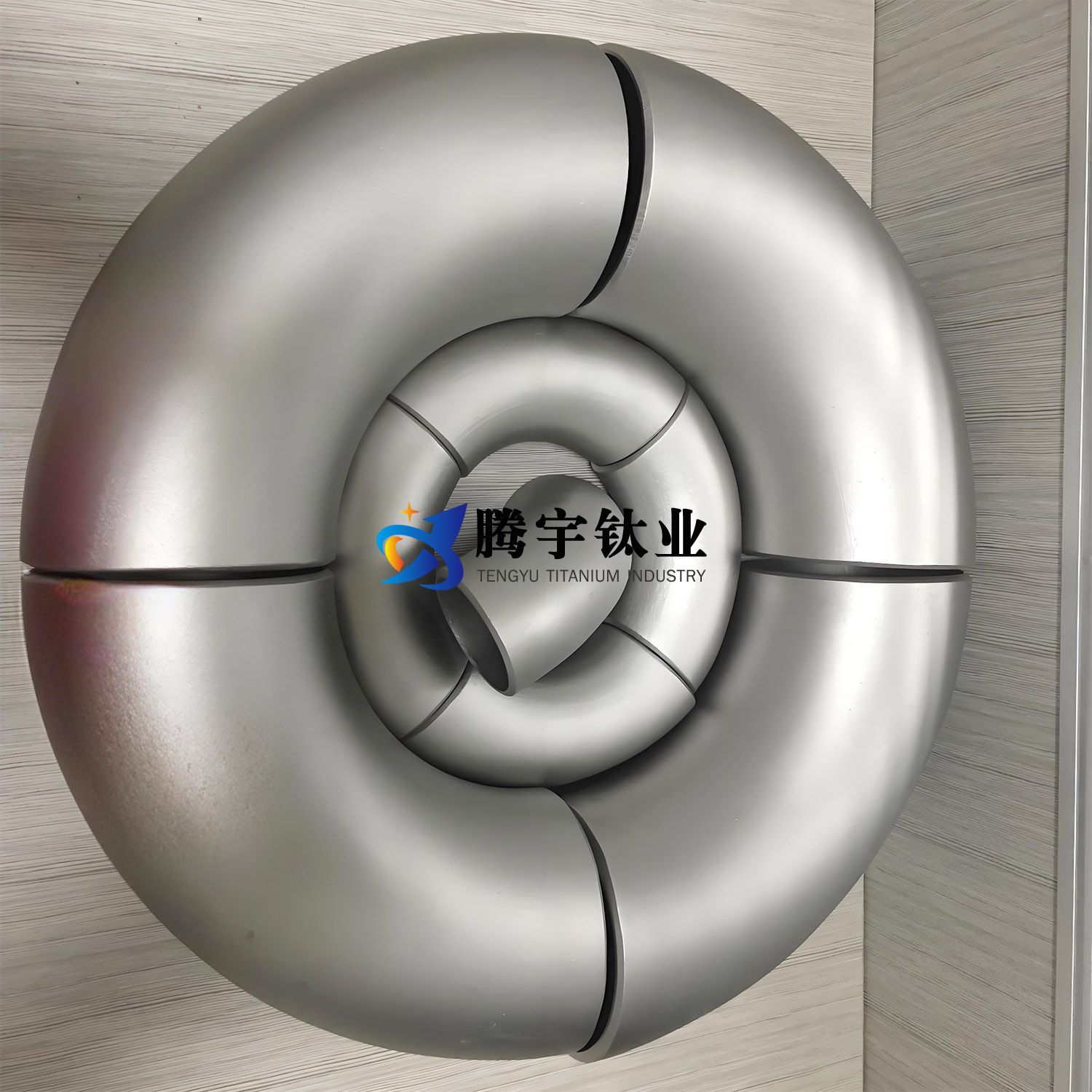
石油與天然氣用鈦彎頭是以鈦材制造的管道轉向部件,專用于輸送含硫、高鹽或高壓介質的油氣管道系統,通過改變流體方向保障流程連續性。其核心性能包括:在H?S、CO?等酸性環境下耐腐蝕性遠超不銹鋼及碳鋼,避免應力腐蝕開裂;鈦材輕量化(密度4.5g/cm3)降低安裝載荷,同時抗拉強度(≥345MPa)滿足深海高壓管道的承壓需求;內壁經電解拋光或納米涂層處理可減少結垢,維持高流通效率。材質多選用工業純鈦TA2(Gr.2)或鈦鈀合金TA9(Gr.7),適應復雜腐蝕工況。制造采用冷彎成型或熱推擠工藝,結合高精度氬弧焊(GTAW)確保焊縫耐蝕性,并通過固溶強化提升彎頭力學性能。在酸性氣田、海底管道及頁巖氣開采領域應用潛力顯著,尤其適用于高Cl?含量的壓裂液輸送及LNG低溫管路。選購需重點匹配介質成分(如H?S濃度)與鈦材等級,核查產品是否符合API 6A或ASTM B363標準,檢測彎頭曲率半徑與壁厚均勻性,并評估內襯防腐工藝對全生命周期成本的影響。以下是騰宇鈦業關于石油與天然氣用鈦彎頭的詳細內容,按標題分表格呈現:
一、定義
| 項目 | 內容 |
| 定義 | 鈦彎頭是以鈦及鈦合金制造的管道連接部件,用于石油與天然氣輸送系統中高腐蝕、高溫高壓介質的流向轉換,具有優異的耐蝕性和輕量化特性。 |
二、常用材質名義及化學成分
| 材質牌號 | 國際對應牌號 | 化學成分(%) |
| TA2 | ASTM Gr.2 | Ti≥99.2,Fe≤0.30,C≤0.08,N≤0.03,O≤0.25 |
| TA10(Ti-0.3Mo-0.8Ni) | ASTM Gr.12 | Ti余量,Mo 0.2-0.4,Ni 0.6-0.9,Fe≤0.30,O≤0.25 |
| TA18(Ti-3Al-2.5V) | ASTM Gr.9 | Ti余量,Al 2.5-3.5,V 2.0-3.0,Fe≤0.25,O≤0.15 |
三、物理性能
| 性能 | TA2(Gr.2) | TA10(Gr.12) | TA18(Gr.9) |
| 密度(g/cm3) | 4.51 | 4.51 | 4.48 |
| 熔點(℃) | 1668 | 1668 | 1649 |
| 導熱系數(W/m·K) | 17-21 | 17-21 | 7-10 |
| 熱膨脹系數(10??/℃) | 8.6-9.5 | 8.6-9.5 | 9.2-9.8 |
四、機械性能
| 材質牌號 | 抗拉強度(MPa) | 屈服強度(MPa) | 延伸率(%) | 硬度(HV) |
| TA2(Gr.2) | 345-480 | 275-410 | 20-25 | 150-220 |
| TA10(Gr.12) | 480-620 | 380-520 | 18-22 | 200-250 |
| TA18(Gr.9) | 620-800 | 500-650 | 15-20 | 250-320 |
五、耐腐蝕性能
| 介質環境 | TA2(Gr.2) | TA10(Gr.12) | TA18(Gr.9) |
| 含H?S油氣 | 優(抗硫化物應力腐蝕) | 優 | 良 |
| CO?高壓環境 | 優 | 優 | 良 |
| 海水/氯化物 | 優 | 優 | 優 |
| 酸性原油(pH<4) | 良 | 優(含Mo/Ni) | 中 |
六、國際牌號對應
| 中國(GB) | 美國(ASTM) | 日本(JIS) | 俄羅斯(GOST) |
| TA2 | Gr.2 | Class 2 | BT1-0 |
| TA10 | Gr.12 | — | PT-7M |
| TA18 | Gr.9 | TAP6400 | OT4-1 |
七、加工注意事項
| 加工環節 | 注意事項 |
| 熱成型 | 需在700-850℃下進行,避免氧化層增厚。 |
| 焊接 | 采用TIG焊,焊后需酸洗(HF+HNO?溶液)清理。 |
| 冷彎 | 彎曲半徑≥3倍管徑,防止開裂。 |
| 表面處理 | 禁止使用含鐵工具,避免污染。 |
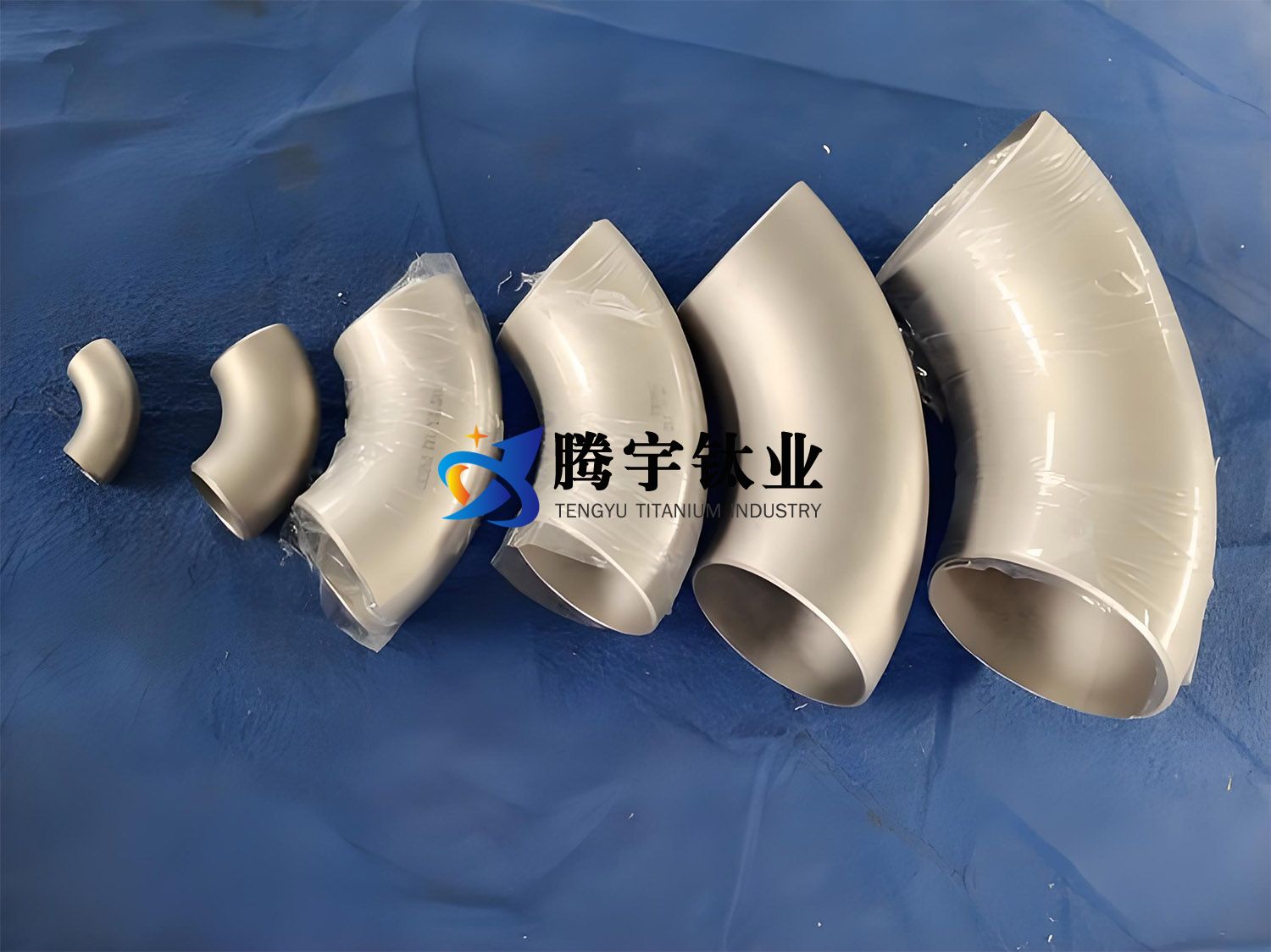
八、常見產品規格
| 類型 | 規格參數 |
| 90°彎頭 | DN50-DN500,壁厚3-30mm,彎曲半徑1.5D-5D |
| 45°彎頭 | DN50-DN300,壁厚3-20mm,彎曲半徑1D-3D |
| 異徑彎頭 | 變徑范圍DN25-DN400,偏心/同心設計 |
九、制造工藝與工藝流程
| 工藝 | 流程步驟 |
| 材料預處理 | 鈦管/板材切割 → 表面去污(堿洗+酸洗) |
| 成型 | 熱推/冷彎成型 → 端面加工 |
| 焊接 | 縱縫/環縫焊接 → 焊縫無損檢測(UT/RT) |
| 熱處理 | 消除應力退火(500-650℃) |
| 檢驗 | 尺寸檢測 → 水壓試驗(1.5倍工作壓力) |
十、執行標準
| 標準類型 | 標準號 |
| 中國 | GB/T 12459-2017(鋼制對焊管件) |
| 美國 | ASME B16.9(工廠制造鍛鋼對焊管件) |
| 國際 | ISO 15590-1(管道用管件) |
十一、核心應用領域與突破案例
| 領域 | 案例 |
| 深海油氣 | 挪威北海油田采用TA10鈦彎頭,耐壓等級達100MPa,壽命提升至20年。 |
| 酸性氣田 | 四川某高含硫氣田使用TA18彎頭,抗H?S應力腐蝕開裂性能提升50%。 |
| LNG低溫管道 | TA2彎頭在-196℃低溫環境下保持韌性,應用于澳大利亞LNG項目。 |
十二、先進制造工藝進展
| 工藝 | 描述 |
| 等溫鍛造 | 精密控制鈦彎頭晶粒結構,強度提高15%。 |
| 超塑成型 | 復雜異形彎頭一次成型,壁厚均勻性誤差≤0.1mm。 |
| 涂層技術 | 內壁氮化鈦(TiN)涂層,耐磨性提升3倍。 |
十三、國內外產業化對比
| 對比項 | 國內 | 國外(歐美/日韓) |
| 技術 | 中端產品成熟,高端依賴進口 | 大尺寸(DN≥600)鈦彎頭技術領先 |
| 成本 | 原材料成本低,加工效率較低 | 自動化生產線成本高,但良率高 |
| 市場規模 | 年需求增長率15%(主要來自油氣田) | 成熟市場,年增8% |
十四、技術挑戰與前沿攻關
| 挑戰 | 攻關方向 |
| 高壓氫脆 | 開發抗氫脆鈦合金(如Ti-5Al-5Mo-5V-3Cr) |
| 深海腐蝕 | 復合涂層(Ti+陶瓷)耐蝕性研究 |
| 大尺寸制造 | 多向模鍛工藝優化 |
十五、趨勢展望
| 趨勢 | 內容 |
| 材料升級 | Ti-6Al-4V ELI(超低間隙元素)用于極地油氣開發 |
| 智能化制造 | 基于數字孿生的彎頭成型工藝實時監控 |
| 綠色回收 | 鈦廢料電解精煉技術,回收率超90% |
以上內容依據最新行業標準及技術文獻整理,數據截至2025年。
|
 |
|
|
|

tengyuti.com
騰宇微信二維碼





